Silovalssaus on viimeistelytyövaihe, jolla saadaan tehtyä äärimmäisen hyvä pinnanlaatu erittäin tehokkaasti ja materiaalia poistamatta. Prosessi tuntuu olevan vielä hieman vieras niin valmistavan teollisuuden osaajille kuin suunnittelijoillekin. Tästä syystä koen hyödylliseksi kirjoittaa lyhyen artikkelin, jossa esitellään silovalssauksen perusperiaatteet sekä erilaisia vaihtoehtoja prosessin hyödyntämiseen. Valssausprosessille löytyy varmasti hyviä uusia käyttökohteita, kunhan ollaan tietoisia sen mahdollisuuksista.
Valssauksella sileä ja kova pinta
Silovalssaimia on olemassa useita erilaisia, jotka soveltuvat kukin erilaisiin käyttökohteisiin, mutta perusajatus on kaikissa valssaimissa sama. Valssaintyökalussaon karkaistusta teräksestä hiottuja rullia/rulla, joita painetaan työstettävää kappaletta vasten ja saadaan pinta muovattua erittäin sileäksi. Silovalssausta voi käyttää kaikille metalleille kovuuteen 42-45 HRc saakka. Työkalusta ja materiaalista riippuen plastisenmuodonmuutoksen aiheuttava valssauspaine liikkuu noin 4-10 kN luokassa. Saavutettava pinnanlaatutaso on parhaimmillaan Ra>0,1 ja Rz>1. Silovalssaus tekee hyvän pinnanlaadun lisäksi pinnasta liukkaan sekä kovemman.Käytettävä paine aiheuttaa omat vaatimuksensa kappaleelle sekä kiinnitykselle. Esimerkiksi pelkästään sorvin istukan leuoissa ei voi valssata kovin pitkää kappaletta ilman keskiökärjen tukea. Ohutseinämäiset kappaleet saattavat tuoda prosessiin haasteita, mikäli käytössä ei ole tukilaakeria.
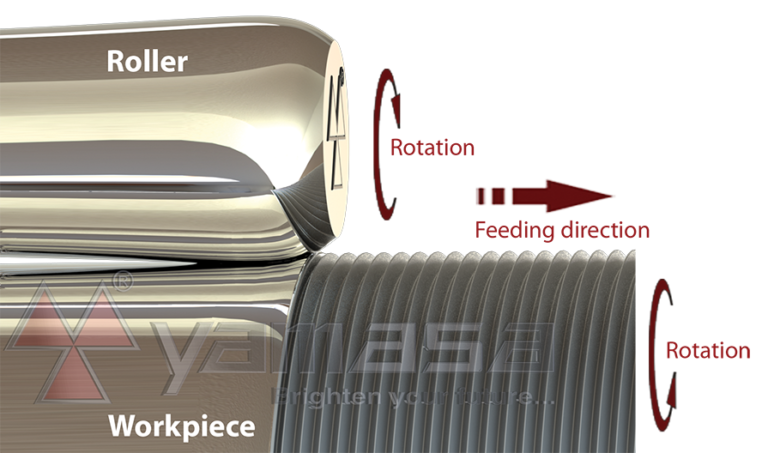
Silovalssaus toimii samalla periaatteella kuin sorvaus
Kuvasta 1 voidaan hyvin nähdä silovalssauksen perusajatus, ulkopuolista valssausta havainnollistaen. Valssaimen rullan takana on laakeri tukemassa ja rulla on täten vapaasti pyörivä. Työkalurulla ajetaan akselin pintaan kiinni ja itse työkalu voi olla kiinni sorvin revolverissa tai monitoimisorvin työkalukaralla. Työkalussa on mittakello, josta voidaan nähdä valssauspaine. Valssaus on ohjelmallisesti lähellä sorvausta, eli työkalu asetetaan kappaleen pintaan ja kappaletta pyöritetään kuten sorvauksessa. Tällöin myös valssaimen rulla pyörii samaa vauhtia ja rullaa liikutetaan sopivalla syötöllä kappaleen pintaa vasten. Reiän valssaustyökaluja voidaan käyttää myös koneistuskeskuksilla, silloin esikoneistukseen voidaan käyttää avarrinta tai kalvainta.
Turvallinen ja tehokas
Kuvassa 2 on havainnollistettuna pinnanlaatu ennen ja jälkeen silovalssauksen. Huomioitavaa on myös, että silovalssaus ei juurikaan muuta kappaleen mittoja, koska se vain tasoittaa aallonhuiput ja -pohjat lähemmäksi keskilinjaa. Halkaisijan muutos ontyypillisesti luokkaa 0,005-0,03mm riippuen pinnanlaadusta, jota tavoitellaan. Esikoneistukseen liittyen erittäin hyvä nyrkkisääntö on, että syöttöä on puolet terän nirkonsäteestä. Jos siis sorvausteräpalan nirkonsäde on 0,4 mm, syöttöä tulee olla 0,2 mm/kierros. Silovalssauksessa syöttö liikkuu luokassa 1 mm/kierros, joten kokonaisuudessaan prosessi on äärimmäisen tehokas verrattuna vastaavan pinnanlaadun tavoittelemiseen sorvaamalla. Lisäksi etuna hiontaan nähden on, että silovalssaus voidaan tehdä samalla kiinnityksellä, eikä erillistä hionta-asetusta tarvita. Silovalssaus on prosessina todella varma ja turvallinen, koska rullat ovat erittäin kestäviä, jolloin ei tarvitse huolehtia särmien lohkeamisista tai kulumisista. Hiontaa valssauksella ei kaikilta osin pysty korvaamaan, koska esimerkiksi karkaistuja akseleita ei ole mahdollista valssata. Sorvit ovat tänä päivänä erittäin tarkkoja, mutta edelleen äärimmäisen tiukkoja toleransseja tavoitellessa hionta saattaa olla ainoa vaihtoehto. Silovalssaus on prosessina kylmämuokkausta, joten mikrohalkeamia tai muita mahdollisia lämmön tuottamia ongelmia ei kohtaa tässä prosessissa.
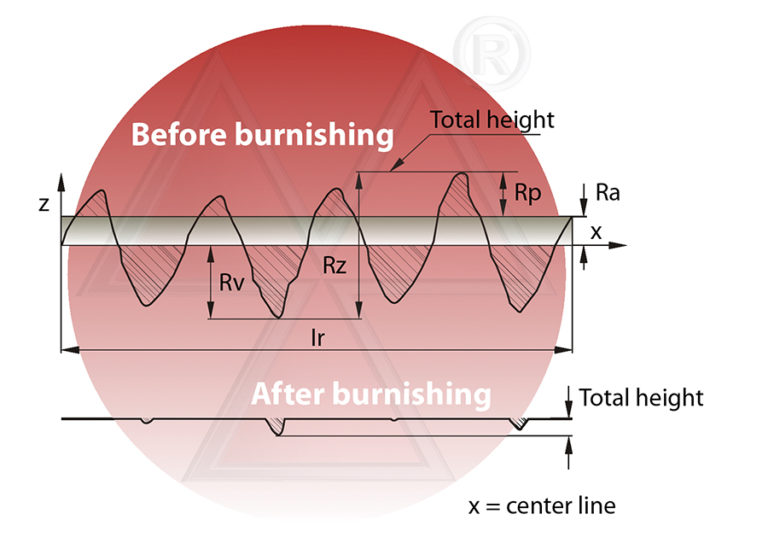
Kuva 2: Pinnanlaatu ennen ja jälkeen silovalssauksen
Valssaus parantaa materiaalin ominaisuuksia
Hyvän pinnanlaadun lisäksi silovalssausta käytetään materiaalin ominaisuuksien parantamiseksi. Kuten aiemmin mainitsin, niin silovalssaus perustuu paineeseen valssainrullan alla, eli voidaan ajatella, että valssaus ikään kuin tiivistää materiaalin pinnan lujemmaksi. Tämä muokkauslujittuminen muodostaa puristusjännityksen kappaleen pintaan ja tällainen jännityksellinen pinta kestää huomattavasti paremmin mekaanista kulutusta.Tyypillinen kohde on akselin ja olakkeen välisen nurkan vahvistaminen. Tyypillisesti nurkka on kaikista riskialttein muoto rikkoutumisille, vaikka sinne olisi jätetty isompikin pyöristys. Tämän kaltaisen muodon väsymislujuuden parantamiseen voidaan käyttää silovalssausta, jolloin voidaan saavuttaa jopa nelinkertainen lujuus. Kuvassa 3 on esitettynä tyypillinen kappale, jota on valssattu erityisesti materiaalin ominaisuuksien parantamiseksi pelkästään hyvän pinnanlaadun sijaan.
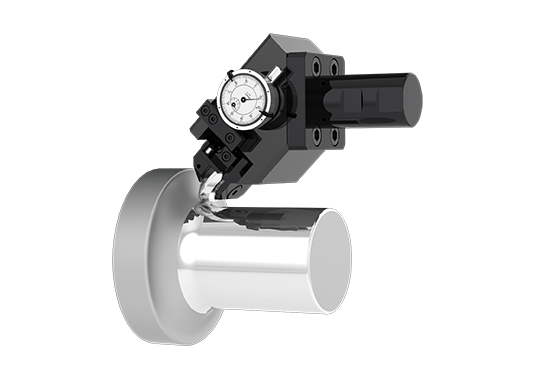
Kuva 3: Tyypillinen olakkeen silovalssauskohde
Valssaus parantaa materiaalin ominaisuuksia
Hyvän pinnanlaadun lisäksi silovalssausta käytetään materiaalin ominaisuuksien parantamiseksi. Kuten aiemmin mainitsin, niin silovalssaus perustuu paineeseen valssainrullan alla, eli voidaan ajatella, että valssaus ikään kuin tiivistää materiaalin pinnan lujemmaksi. Tämä muokkauslujittuminen muodostaa puristusjännityksen kappaleen pintaan ja tällainen jännityksellinen pinta kestää huomattavasti paremmin mekaanista kulutusta.Tyypillinen kohde on akselin ja olakkeen välisen nurkan vahvistaminen. Tyypillisesti nurkka on kaikista riskialttein muoto rikkoutumisille, vaikka sinne olisi jätetty isompikin pyöristys. Tämän kaltaisen muodon väsymislujuuden parantamiseen voidaan käyttää silovalssausta, jolloin voidaan saavuttaa jopa nelinkertainen lujuus. Kuvassa 3 on esitettynä tyypillinen kappale, jota on valssattu erityisesti materiaalin ominaisuuksien parantamiseksi pelkästään hyvän pinnanlaadun sijaan.
Kustannustehokas ja helppo käyttöönotto
Silovalssaus on helppo mieltää ainoastaan akselin ulkopinnan sekä lieriön muotoisen reiän sisäpinnan viimeistelyyn, mutta sitä voidaan käyttää moneen muuhunkin tarpeeseen. On hyvä myös muistaa, että valssaimen käytön ainoa syy ei välttämättä ole piirustuksen pinnanlaatuvaatimus, vaan käyttöä on hyvä tarkastella myös edellä mainittujen teknisten ominaisuuksien parantamisen näkökulmasta. Valssaus on nopeuden sekä kohtuullisen edullisten työvälineiden ja käyttökustannusten ansiosta erittäin kustannustehokas työkalu. Kuvassa 4 on esimerkkejä erilaisista saatavilla olevista vakiosilovalssaimista. Lisäksi on mahdollista tehdä myös asiakkaiden tarpeiden mukaisia silovalssaimia. Silovalssaimen käyttöönotto on kohtalaisen yksinkertaista, mutta siinäkin on tiettyjä asioita, joita on hyvä tietää. Tyypillisesti asiakkaalle ensimmäisen valssaimen myynninyhteydessä menemme mukaan ottamaan sen käyttöön, jotta homma lähtee liikkeelle sujuvasti, eikä esimerkiksi työkalu mene rikki vahingossa. Tämän jälkeen on hyvä lähteä kehittämään prosesseja valssauksen osalta kokonaisvaltaisemminkin.
Kun tarvitset apua oikeanlaisten työkalujen valintaan tai haluat tehostaa prosesseja, ole meihin yhteydessä.
Aki Mäki/Suomen Terätuonti Oy
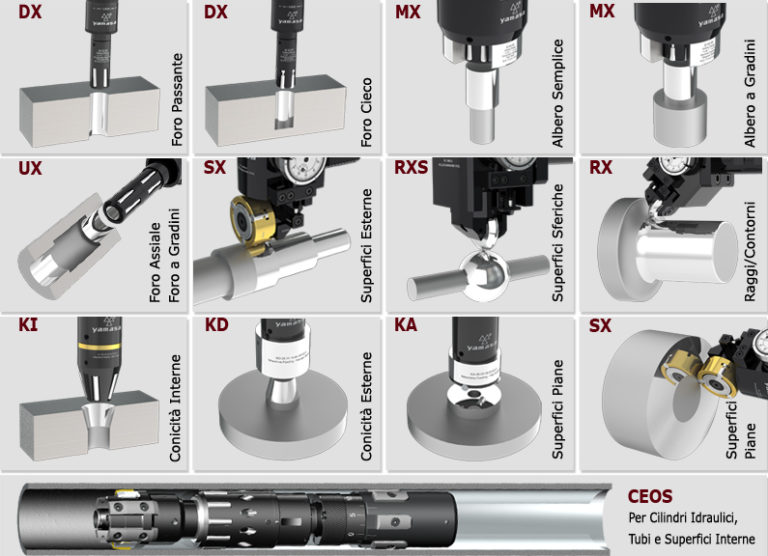
Kuva 4: Erilaisia vakiosilovalssaimia
Kun tarvitset apua oikeanlaisten työkalujen valintaan tai haluat tehostaa prosesseja, ole meihin yhteydessä.
Aki Mäki/Suomen Terätuonti Oy
Kuvat: Yamasa
Suomen Terätuonnin suuntaviivana on tarjota asiakkaille erinomaista ja asiantuntevaa palvelua. Toimitamme mahdollisimman laajan kattauksen konepajoissa tarvittavista tuotteista myös muiden kuin lastuavien työvälineiden osalta. Tämä tietysti aina asiakkaan tarpeiden mukaan mahdollisimman tarkoituksenmukaisilla tuotteilla sekä kustannustehokkaasti.